

جمعه ۳۱ فروردین ۱۴۰۳
۰ نظر
۳۹۶ بازدید
Piping
اصطلاح «Piping » عموماً در مسائل مربوط به انتقال سيال از طريق لوله , اتصالات مربوطه و شيرآلات بكاربرده مي شود . باتوجه به اينكه لوله جزء اصلي لوله كشي را تشكيل مي دهد ابتدا به شرح آن مي پردازيم :
لوله ها :
محصولاتي كه بصورت تيوپ عرضه مي شوند , عموماً « لوله » يا « تيوپ» ناميده مي شوند.تيوپ ها كه كاربرد آن درمبدل ها ،بويلرها ،قطعات ابزار دقيق و ماشين آلات است، توسط قطر خارجي و ضخامت جداره بر حسب يك هزارم اينچ يا «BWG » مشخص مي گردند. در حاليكه لوله ها توسط «قطر نامي لوله»وضخامت برحسب «Schedule Number » شناسائي مي شوند.البته در استانداردهاي مختلف تقسيم بنديهاي متــعددي در اين زمينه صورت گرفته است, بدين دليل در ابتدا به تشريح استانداردها مي پردازيم :
استانداردهايPiping :
استانداردها و كدها براي سرويس هاي مختلف توسط موسسات استاندارد بين المللي تهيه و توزيع ميگردد.اين استانداردها شامل نحوه ساخت لوله،نحوه استفاده،طراحي،انشعاب،اتصال ،نحوه نصب و نحوه تست خطوط لوله مي باشند.در تهيه اين استانداردها مهمترين مطلبي كه مورد نظر بوده «ايمني» در هنگام استفاده و كاركرد است .
اين استانداردها بسته به شرايط از گذشته تا كنون تكميل تر شده و در حال تغيير بوده اند.
انجمن هاي مختلف در زمينهPiping استانداردهائي ارائه كرده اند كه از جمله مي توان به موارد زير اشاره نمود :
|
ASME
ASTM
ANSI
AWWA
API
|
American Society Of Mechanical Engineers
American Society for Testing and Materials
American National Standards Institute
American Water Works Association
American Petroleum Institute
|
استانداردهاي ديگري نيز در لوله كشي مورد استفاده قرار مي گيرند تا استانداردهاي فوق را تكميل نمايند ، از جمله اين استانداردها مي توان به موارد زير اشاره نمود :
|
PPI
AWS
PFI
MMS
|
Plastic Pipe Institute
American Welding Society
Pipe Fabrication Institute
Manufacturers Standardization Society of Valve
and fitting Industry
|
استاندارد «ASME » استانداردي است كه عموميت بيشتري دارد. اين استاندارد لوله كشي در كاربردهاي گوناگون را تقسيم بندي و توضيح داده است :
|
B31.1
B31.2
B31.3
B31.5
B31.9
|
Power Piping
Fuel Gas Piping
Chemical Plant And Petroleum Refinery Piping
Refrigeration Piping
Building Service Piping
|
لوله ها در كلاسهاي متفاوت و بسته به كاربرد توليد و عرضه مي شود.بطوركلي محصولات لوله به چند نوع اصلي تقسيم شده اند.هريك از اين گروهها نيز به بخشهائي ريز مي گردند.نمونه اي از اين دسته بندي به شرح زير است :
|
دسته بندي اصلي لوله ها
|
|
|
نوع لوله
|
كاربرد
|
|
استاندارد Standard
|
لوله هاي ساختماني،سرويس هاي كم فشار ، سرويس هاي مبرد و...
|
|
تحت فشارPressure
|
سرويس هاي مايع ، گاز يا بخار با دما و فشار نسبتاً بالا
|
|
خطوط Line
|
لوله با سر مسطح يا رزوه شده براي خطوط لوله نفت ، گاز يا بخار
|
|
آب تميز Water Well
|
لوله هاي مورد مصرف در پمپ ها، توربين ها و..
|
|
متفرقه
|
جهت مصارف گوناگون مانند : سرويس هاي فلاشينگ
|
در ادامه اين جدول نيز مشخصاتي چون مساحت سطح مقطع ، وزن طولي ،ممان اينرسي و ديگر مشخصات لوله نيز آمده است. موسسه استاندارد نفت امريکا نيز استانداردي براي لوله ها ارائه داده است (API 5L) که نسبت به ديگر استانداردها ، لوله هائي با سايزها و ضخامت جداره متنوعي معرفي نموده است.لوله هاي Stainless Steel (S.S) نيز در ضخامتهاي متفاوت 5S, 10S, 40S, ساخته مي شوند که در ستون C اين جدول آمده است. .اگر روش توليد لوله فرم دادن ورقها بصورت استوانه اي و جوش دادن دو لبه ورق باشد، آنرا لوله با درزجوش(Seam-Welded ) مي گويند،ولي اگر با استفاده از قالب توليد شود آنرا لوله بدون درزجوش(Seamless Cast ) مي نامند.انتهاي لوله ها معمولاً بصورت «مسطح» يا Plain End (P.E) ويا بصورت «پخ زده» يا Beveled End (B.E) ويا «رزوه شده کوپلينک دار» Threaded & Coupled (T&C) است. در زير نمونه اي از نوع B.E آمده است :
مشخصات انتهاي لوله بر اساس استاندارد ANSI B 16.25
در برخي موارد نيز زاويه پخ 30° انتخاب مي گردد.
جنس لوله ها:
جنس لوله ها با توجه به نوع سرويس و شرايط کارکرد تعيين مي شود. و به همين دليل لوله در جنس هاي مختلف توليد و عرضه مي شود. پس ابتدا به بررسي انواع فولادها مي پردازيم :
انواع فولادها
- کربن استيل : فولادي که عناصر آلياژي آن کمتر از 1% و ماکزيمم مقدار کربن آن 0.25% باشد را فولاد کربن استيل مي نامند.در اين ميان نيز عددي بنام «کربن معادل» تعريف مي شود که روشي جهت تمييز فولادهاست و به صورت زير تعريف مي شود:
CE=%C+%Mn/6+ (%Ni+%Cu)/15+ (%Cr+%Mo+%V)/5
و بر طبق اين مشخصه، کربن معادل فولاد کربن استيل نبايد بيشتر از 0.43 باشد.فولاد کربن استيل بر اساس عمليات حرارتي که روي آن انجام مي گيرد ( ريخته گري ، شکل دهي و...)به انواع مختلف تقسيم مي گردد .
اين جنس لوله بطور متداول مورد استفاده قرار مي گيرد و بر طبق استاندارد ASTM با دو کد A53,A106 مشخص مي شود. ترکيب شيميائي اين دو ، همسان بوده ولي نوع عمليات حرارتي که روي آن انجام مي گيرد متفاوت است و هريک ، در دو گريد A,B توليد مي شوند که نوع B داراي استحکام بيشتري است، ولي نرمي آن کمتر است.به همين دليل گريد A براي خمش سرد و کويلهاي بسته توصيه مي شود.ترکيب شيميائي کربن استيل بر اساس کد آن در استاندارد ASTM و جداول مربوطه مشخص مي شود.بطور مثال :
A106 Gr.B SMLS
حرف A نمايانگر فولاد است ، عدد 106 نوع آن را نمايش مي دهد که مقدار عناصر آلياژي در جداولي توسط ASTM تهيه شده است. گريد B نيز همانطور که توضيح داده شد نوع عمليات حرارتي انجام يافته روي آن است.در جدول استاندارد مي توان براي اين فولاد مشخصات زير را پيدا نمود:
|
MPa
|
psi
|
Property
|
|
415
|
60,000
|
Min. Tensile Strength
|
|
240
|
35,000
|
Min. Yield Strength
|
فولاد Killed Carbon : نوعي کربن استيل است که روي آن عمليات اکسيژن زدائي صورت گرفته و اصطلاحاً آرام شده است.اين عمل باعث افزايش مقاومت در دماهاي پايين مي شود.
- فولادLow Alloy :نوعي فولاد آلياژي است که درصد عناصر آلياژي آن پائين است.اصولاً اين عناصر باعث تقويت خواص فولاد ، از قبيل : کاهش ضريب انبساط ، مقاومت در فشارهاي بالا ،افزابش مقاومت در برابر خوردگي و... مي گردند.دو نمونه از اين نوع فولادها در زير آمده است :
A335 Gr. P11 : %1.25 Cr & %0.5 Mo
A335 Gr. P22 : %2.25 Cr & %1 Mo
براي دو گريد فوق، مقادير مقاومت تنش به صورت زير معين شده است:
|
TENSILE REQUIREMENTS
|
|||
|
Minimum tensile strength
|
Minimum yield strength
|
||
|
ksi
|
MPa
|
ksi
|
MPa
|
|
60.0
|
415
|
30.0
|
205
|
- فولاد آلياژي : اگر درصد عناصر آلياژي در فولاد از يک حد خاصي بالا باشد، آنرا فولاد آلياژي مي نامند.
افزودن نيکل باعث تغيير ساختمان کريستالي شده و شکل پذيري ، چقرمگي و قابليت جوشکاري فولاد را افزايش مي دهد.همچنين باعث افزايش مقاومت در برابر خوردگي محيطي مي گردد. موليبدن (Mo ) باعث افزايش مقاومت در برابر خوردگي هاي حفره اي و شکافي (Crevice & Pitting) مي شود.کربن و نيتروژن نيز مقاومت فولاد را افزايش مي دهند.
نمونه اي از اين فولاد در زير آمده است :
A312 Gr. TP304
- استنلس استيل Stainless Steel : نوعي فولاد آلياژي است که درصد عناصر نيکل و کروم آن نسبت به بقيه عناصر آلياژي بالاست .بطور کلي اگر ميزان کروم فولاد از 11 درصد بيشتر باشد ، آنرا Stainless Steel مي نامند.اين مقدار کروم باعث مي شود که هنگام خوردگي، لايه نازکي روي فولاد تشکيل شود و همين لايه باعث جلوگيري از خوردگي هاي بعدي مي شود و عملاً باعث ترميم خوردگي مي شود . همچنين S.S در برابر حرارت نيز مقاومتر است.
بيش از 200 گريد مختلف براي استنلس تعريف شده است که مقاومت در برابر حرارت و خوردگي و مشخصات مکانيکي متفاوتي دارند و در 5 دسته طبقه بندي شده اند که از شرح آنها صرف نظر مي کنيم
- فولاد گالوانيزه : فولادي است که روي آن را با روکشي از «روي» پوشش مي دهند که آنرا در برابر عوامل محيطي همچون زنگ زدگي محافظت مي کند.در سايت اوره و آمونياک ،اکثر ساپورت ها روکش گالـوانيزه دارند.همچنين جهت انتـقال آب آشاميدني ، هواي ابـــزار دقيق از لوله هاي گالوانيزه استفاده مي شود.
A53 GR.B / GALV -
اين نوع لوله براي فشارهاي پائين و دماهاي نسبتاً پائين مناسب است.در مورد نام گذاري نيز ، فلز پايه کربن استيل A53 گريد B است و GALV. هم نمايانگر روکش گالوانيزه آن.
بطور کلي از مواد مختلفي بعنوان روکش براي لوله ها استفاده مي شود. اين روکش ها به دو قسمت عمده تقسيم مي شوند :يکي روکش هائي هستند که سطح لوله را بصورت شيميائي تغيير نمي دهند و ديگري روکش هائي که تاثير شيميائي روي لوله دارند. روکش هاي نوع اول خود به چند دسته مختلف تقسيم مي شوند که از آن جمله مي توان به روکــــش هاي فلزي و غير فلزي اشاره نمود.روکش هاي نوع دوم نيز به دو دسته تقسيم مي شوند:روکش هاي با تغيير شيميائي و روکش هاي با تغيير فيزيو-شيميائي. در زير چند نمونه از روکش ها آمده است :
رنگ کاري ، قـــــــيراندود کردن ، رنگ زدن با اســــــپري هاي تقويت شده با فـلزهاي گوناگون ، روکش اتيل سيليکات، Sherardizing ،Chromizing ، Phosphating
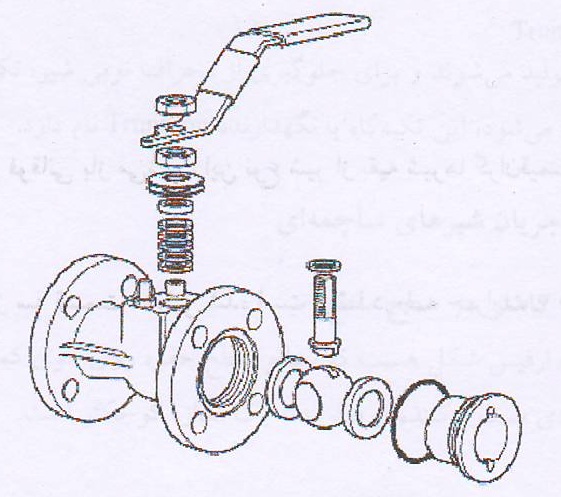
- چدن : ترکيبي از آهن و کربن که درصد کربن آن بالاي 2.2 % است . عمده ترين نوع چدن ، چدن خاکستري است.از مزيت هاي آن مي توان به پائين بودن نقطه ذوب و ريخته گري آسان اشاره نمود.جنس بدنه اکثر شيرآلات از چدن است.
- شيشه Borosilicate : قديميترين نوع شيشه که در مقابل حرارت مقاوم است و جهت ساخت Sight Glass ، شيشه گيج بويلر(Boiler Gauge Glass ) و... مورد استفاده قرار مي گيرد. اين شيشه در برابر واکنش هاي شيميائي نيز مقاوم است..
- · ساير مواد: موادي چون مس،آلومنيوم و... نيز به دلايل مختلف مورد توجه قرار مي گيرد. علاوه بر اين، لوله هاي PVC ، پلي اتيلني و کلاً لوله هاي پلاستيکي نيز در Piping مورد استفاده قرار مي گيرند.
استاندارد API 5L : اين استاندارد نيز مانند استاندارد ASTM ، لوله هاي با مشخصات و گريدهاي مختلف معرفي مي کند. بيشترين گريد استفاده شده، گريد B مي باشد که اغلب براي لوله هاي با قطر بيشتر از 8” از آن استفاده مي شود. مشخصات اين گريد به شرح زير است :
API 5L GR.B
|
TENSILE REQUIREMENTS
|
|||
|
Minimum tensile strength
|
Minimum yield strength
|
||
|
ksi
|
MPa
|
ksi
|
MPa
|
|
35.0
|
241
|
60.0
|
413
|
همچنين از اين گريد مي توان بجاي گريد A 106 GR.B
استفاده نمود
روشهای اتصال لوله ها :
عمده روشهایی که برای اتصال لوله ها بکار می رود را میتوان در سه دسته اصلی تقسیم بندی کرد, دو روش بصورت جوشی و روش دیگر بصورت پیچی است .این سه روش عبارتند از :
· BUTT WELDED
· SOCKET WELDED
· SCREWED
اتصال BUTT WELD :
در این روش که به روش « جوش لب به لب » نیز موسوم است, دو لوله در راستای هم قرار داده می شوند و در فاصله مناسبی از یکدیگر خال جوش خورده و سپس توسط جوشی پیوسته به هم متصل می شوند . البته قبل از انجام اتصال دو انتهای لوله پخ زده می شود که به آماده سازی لبه (Edge Preparation) موسوم است. در زیر مشخصات پخ ایجاد شده و نمونه ای از این نوع جوش ، آورده شده است :
|
|
برای لوله با ضخامت بیش از 4/3 اینچ
|
برای لوله با ضخامت کمتر از 4/3 اینچ
|
|||
|
نوع پخ ایجاد شده بر طبق استاندارد ASTM B16.25
همانطوریکه بیان شد در هنگام جوشکاری لوله ها و اتصالات ابتدا دو لوله در امتداد هم قرار می گیرند, سپس بوسیله جوشهای موقت دو لوله در حالت هم محوری ، ثابت می شوند که به این عملیات اصطلاحاً FITUP گفته می شود. پس از انجام جوشکاری اصلی , جوشهای موقت از لوله جدا می گردند. شکل زیر نمونه ای از FITUPرا نمایش می دهد.
روش های جوشکاری و تعداد لایه های جوش , که اصطلاحاً « پاس جوش » نامیده می شود,بسته به نوع فلز و شرایط کاری آن , در مدارک مخصوصی توضیح داده می شود.
اتصال SOCKET WELD :
در این نوع اتصال یکی از لوله ها در داخل اتصالات دیگر قرار گرفته و دور تا دور آن با فلز جوش پر می شود. در این نوع اتصال انتهای لوله ها صاف ساخته می شود.
مهمترین SPEC در جوشکاری WELDING PROEDURE SPEC. یا همانWPS می باشد که بسته به نوع مواد , نوع جوشکاری مشخصات BEVEL ، شرایط پیش گرم کردن قبل از جوشکاری , مشخصات الکترود و... در آن موجود است.
در آماده سازی لبه و پروسه جوشکاری و عملیات جوشکاری , رعایت برخی از نکات الزامی است که در مدارک و استانداردها توضیح داده شده است.
در اینجا نمونه ای از این موارد آمده است :
§ در اتصالات Butt , شکل انتهای لوله (End Profile ) برای لوله ها و اتصالات باید مطابق با استاندارد ASME B 16.25 باشد.
§ اگر ضخامت لوله کمتر از 25 میلیمتر باشد, شکل انتهای لوله باید Single Bevel باشد.
§ در اتصالات Socket بین انتهای Socket و لوله فاصله 3-1 میلیمتر حفظ شود.اطلاعات بیشتر در استاندارد ASME B13.3 & ASME B31.1 موجود است.
§ حداقل 20 میلیمتر از انتهای پخ شده لوله باید عاری از انواع آلودگیها باشد.
§ اگر سطوح خارجی دو لوله هم محور نشده باشند, جوشکار باید بین آنها را TEPERED نماید. این کار با زاویه 30 درجه و بر اساس استاندارد ASME B31.3صورت می گیرد.
§ FITUP باید توسط جوشکار ماهر و با همان الکترود معرفی شده برای جوش اصلی (ROOT PASS ) انجام پذیرد.
§ TACK WELD نباید به ریشه آسیب برساند.
§ تعداد TACK WELD ها به سایز لوله بستگی دارد و عموماً بر طبق جدول زیر محاسبه می شود :
§ از Tack Weld نباید برای هم محور نمودن لوله های Low Alloy یا High Alloy و لوله های غیر آهنی استفاده کرد و در عوض باید از یک تکه فلز هم جنس , جهت نگهداری لوله استفاده نمود.
§ قطر الکترود برای جوش پاس اول 2.6 میلیمتر پیشنهاد می شود و نباید از 3.2 بزرگتر باشد.
§ نفوذ جوش در داخل لوله نباید از 3 میلیمتر بیشتر باشد.
§ جوشکاری لوله ها باید بطور پیوسته انجام پذیرد و اگر وقفه زمانی ایجاد گردد, باید قبل از ادامه جوشکاری ،طبق WPS ( WELDING PROCEDURE SPEC. ) شرایط پیش گرم رعایت شود.
§ در هنگام جوشکاری باید از ایجاد هرگونه شُک ضربه ای و ارتعاش جلوگیری بعمل آید.
§ برای سرویسهای با دمای کاری بالا که لوله از جنس استنلس استیل یا آلیاژی است , قط الکترود نباید از 4 میلیمتر بیشتر باشد.
§ دو جوشکار نباید بطور همزمان در دو پاس مختلف در یک سرجوش کار کنند.
§ حداکثر ارتفاع جوش که اصطلاحاً «CAP » نامیده می شود, نباید از 3 میلیمتر بیشتر باشد.
§ عملیات جوشکاری نباید در شرایط آب و هوائی نامناسب(باران, برف, بادهای شدید و...) صورت گیرد.در غیر اینصورت باید از حفاظ مناسب استفاده شود.
§ در شرایطی که دما از 10 درجه سانتیگراد پائینتر باشد , عملیات پیش گرمایش تا این دما صورت گیرد؛حتی اگر در WPS اشاره نشده باشد.
§ عملیات HEAT TREATMENT یا پیش گرمایش که به منظور آماده سازی لوله جهت عملیات جوشکاری است, توسط القاء حرارتی با المنتهای حرارتی یا سوختن گاز اکسی استیلن یا اکسی پروپان , البته در صورتیکه کارفرما تائید نماید, صورت می گیرد.
§ شرایط دمائی پیش گرمایش باید در طول مدت جوشکاری حفظ شود و پس از عملیات جوشکاری جوش پوشانده شود تا به تدریج سرد گردد.
§ عملیات حرارتی موضعی به جهت نصب ساپورت یا نصب اتصال صورت می گیرد باید بر طبق WPS باشد. این عملیات را اصطلاحاً POSTWELD HEAT TREATMENT (PWHT) می نامند.
§ همه ترمو کوپلها که جهت اندازه گیری دما نصب می شود باید به اندازه کافی عایق گردد تا اشتباهی در اندازه گیری صورت نگیرد.
|
|||||
.jpg)
.jpg)